Recommended Practices
CONTENTS
1. Scope
2. Geologic Categories of Stone
3. Trade Classification of Stone (Granite, Marble, Sandstone)
4. Natural Stone Uses
5. Finishes
6. Installation Methods (Horizontal, Vertical)
7. Recommended Test Methods
8. Selection of Type and Finish
9. Design Principles
10. Anchoring
11. Recommended Safety Factors for Calculating Stone Slab Thickness for Windload and Lateral Anchoring
12. Jointing Design
13. Flashing
14. Fabrication
15. Shipping and Storage
16. Survey, Layout, and Field Measurements
17. Supervision
18. Protection, Cleaning and Maintenance
19. Guidelines for Stone Repair
1. SCOPE
1.1 The following material is intended to provide basic guide lines for the architect, engineer, stone contractor, stone fabricator, anchoring device fabricator, and other interested parties for the safe and economical use of building stone in construction.
It offers guide lines for the design and application of building stone using metal gravity anchors and/or lateral anchors to: (a) clad solid concrete or masonry, (b) clad the structural frame of a building, either directly, or to subframes, or to curtain walls which are attached to the building structure.
It also includes guide lines for the design and application of paving stones.
2. GEOLOGIC CATEGORIES OF STONES FREQUENTLY USED IN CONSTRUCTION
2.1 Sedimentary stones (sandstone, limestone, dolomite) originally formed mainly in sea water, or lakes, from the remains of animals and plants, also from transportation and deposition of rock products.
2.2 Metamorphic stones (marble, serpentine, onyx, slate, quartzite, gneiss) are produced from sedimentary or igneous rocks by the action of heat and pressure.
2.3 Igneous stones ( granite, syenite, diorite, gabbro, andesite and basalt) are formed when magma (molten rock within the earth) cools.
3. TRADE CLASSIFICATION OF STONE TYPES
The American Society of Testing Materials (ASTM) has issued standards for the physical requirements of the most frequently used natural building stones. These standards are reviewed every five years by their technical committee, and are subject to revision at any time.
3.1 Granite. Fine, medium and coarse igneous rock, composed of quartz, feldspar, and mica with accessory minerals. Colors range from pinks, reds, grays, blues, greens, tans, browns, blacks and every color and shade between.
Granite supplied under ASTM C-615 Standard Specification for Granite Dimension Stone shall conform to the physical requirements indicated in the following table:
Granite Table:

3.2 Marble. A metamorphic recrystallized rock composed of carbonate minerals (calcite or dolomite) or of serpentine, capable of taking a polish. The range of color and texture is wide. For soundness marbles are classified in 4 groups:
GROUP A
Sound marble with uniform and favorable working qualities; containing no geological flaws or voids.
GROUP B
Marbles similar in character to the preceding group, but with less favorable working qualities; may have natural faults; a limited amount of waxing, sticking and filling may be required.
GROUP C
Marbles with some variations in working qualities: geological flaws, voids, veins and lines of separation are common. It is standard practice to repair these variations using polyester resin, or epoxy liners and other forms of reinforcement when necessary.
GROUP D
Marbles similar to the preceding group, but containing a larger proportion of natural faults, maximum variations in working qualities, and requiring more of the same methods of finishing. This group comprises many of the highly colored marbles prized for their decorative value.
3.2.1 Dolomite marble contains in excess of 40% magnesium carbonate.
3.2.2 Dolomitic marble contains not less than 5%, not more than 40% magnesium carbonate.
3.2.3 Travertine marble - a porous or cellularly layered, partly crystalline calcite of chemical origin.
3.2.4 Serpentine marble (popularly called Verde Antique) a rock consisting mostly or entirely of serpentine (hydrated magnesium silicate), green to greenish black in color, commonly veined with calcite, and dolomite or magnesite, or both.
3.2.5 Onyx marble - translucent, generally layered cryptocrystalline calcite with colors in pastel shades, particularly yellow, brown, and green.
Marble supplied under ASTM C503 Standard Specification for Marble Dimension Stone (Exterior) shall conform to the physical requirements indicated in the following table:
Marble Table

3.3 Sandstone.
Fine to medium grained sedimentary rock having a minimum of 60% free silica. Colors range from light grey to yellow and brown. Common commercial varieties are:
Bluestone. A dense, hard, fine grained commonly feldspathic sandstone of medium to dark greenish grey or bluish-grey color that may split readily along original bedding planes to form thin slabs.
Brownstone. A dense, medium-grained sedimentary stone, with a distinctive dark brown to red brown color.
3.3.1 Quartzitic Sandstone which contains at least 90% free silica.
3.3.2 Quartzite - Highly indurated, typically metamorphosed sandstone containing at least 95% free silica.
Sandstone supplied under ASTM C-616 Standard Specification for Quartz-based Dimension Stone shall conform to the physical requirements indicated in the following table:
Sandstone Table

3.4 Limestone. Sedimentary rock predominantly composed of classic sand-sized grains of calcite, fossils or shell fragments.
Oolitic limestone: composed largely of spherical particles called oolites.
Dolomitic limestone: sedimentary carbonate rock consisting largely of the mineral dolomite.
Colors range from light grey, tan to light brown.
Limestone supplied under ASTM C-568 Standard Specification for Limestone Dimension Stone shall conform the physical requirements indicated in the following table:
Limestone Table

3.5 Bluestone.
Fine grained
metamorphic sandstone. Colors range from
shades of blues, grays, greens, buffs and
red with random surface colors of gun-metal,
gold and brown.
3.6 Slate.
Fine grained rock which
splits easily along its cleavage. Colors are
grey, black, purple, green, red, and brown.
3.7 Schist.
A foliated metamorphic
quartz-feldspar containing rock
characterized by minerals such as mica or
chlorite. Schist splits readily along the
planes of foliation.
BACK TOP TOP
4. NATURAL STONE USES
4.1 Interior use: marble, slate, hard limestone, quartzite and granite are most often used to build solid steps, platforms, treads, risers, saddles and paving.
Important considerations for selecting stone for this type of work are: surface finish, resistance to wear, slip resistance, resistance to staining, and maintenance. The use of porous limestones and soft clayey sandstones is not recommended. High traffic areas require less porous, harder stones as these are more resistant to staining and wear.
4.2 Exterior use: bluestone, granite and other igneous rocks are more appropriate as they are more durable, resist weathering, and wear well. Abrasion resistance of stone selected for foot traffic may be determined with test methods described in ASTM C-241. Stone may become slippery when wet, therefore the following finishes are preferred for exterior use: tooled, flamed, sandblasted or natural cleft.
4.3 For street curbing granite (sometimes bluestone) is used as it resists weathering and wears well. It is recommended that the top of street curb be flamed, or otherwise textured to make the curb more slip resistant.
4.4 Regarding natural stone sills, stools, and copings see the recommendations described in paragraph 4.1 and 4.2.
4.5 Open joint pavers may be used on a plaza, terrace, or on a roof where the designer prefers cavity under the pavers and where the rainwater or melted snow can be led along a sloping subsurface to concealed drain holes. Granite pavers with non-slip finishes are usually selected for such installations.
4.6 Load-bearing: rubble, ashlar, base, riser, lintel, arches. For interior use natural stones with high compressive strengths are preferred. The main requirements for exterior use are low water absorption rate, high compressive strength and flexural strength with resistance to weathering.
4.7 Non-load-bearing: veneer, wall facing, curtain wall panels, column covers, soffits, wainscots, and door jambs. For interior use mainly aesthetic requirements govern. For exterior application low water absorption rate and high flexural strength with resistance to weathering are the most important functional requirements.
BACK TOP TOP
5. FINISHES
5.1 Sedimentary stones:
(1) Smooth
(machine finished by saw, grinder, or
planer).
(2) Machine tooled (uniform
grooves).
(3) Chat Sawn (non-uniform,
shallow saw marks).
(4) Shot sawn
(irregular and uneven markings).
(5)
Split face (concave - convex).
(6) Rock
face (convex).
(7) Natural cleft.
5.2 Metamorphic stones:
(1) Sanded
(2) Honed (medium to high honed)
(3)
Polished
(4) Wheel abraded
(5)
Bush-hammered
(6) Split Face
(7)
Rock Face
(8) Natural cleft
Note: Slate and quartzite cannot be polished and may be sanded, honed or natural cleft. Gneiss will take all the finishes of marble and may also be flame finished.
5.3 Igneous Stones
(1) Sawn
(2)
Honed
(3) Polished
(4) Machine
tooled (4-cut, 6-cut, chiseled, axed,
pointed, etc.)
(5) Flamed
(6)
Sandblasted
(7) Split Face
(8) Rock
face
Note: Diorite will not take a good uniform, flamed finish.
BACK TOP TOP
6. INSTALLATION METHODS
6.1 Horizontal installation.
6.1.1 Steps, platforms and copings are usually installed in cement mortar.
6.1.2 Pavers may be of regular or irregular shapes and dimensions. The thickness of pavers depends on the type and strength of the stone, on the designed sizes, and on the nature of the support. Thin tiles of 12" square or 18" square are mostly used in 3/8" to 3/4" thickness for interior flooring and are set either in full cement mortar bed or with a "thin set" method utilizing a Latex admixture in the cement mortar, which is spread on the concrete floor with serrated trowels in an average of 1/8" to 3/16" thickness. Hairline, or 1/16" wide joints are mostly used for interior thin-set applications. Exterior pavers are usually larger than 2' square in size and their thickness can vary from 1-1/4" to as much as 4" depending on the intended use. As a rule of thumb, the cement mortar bed should more or less equal the thickness of the stone paver. No air pockets should be left under any of the pavers installed in a cement mortar bed. The use of Lime in the cement mortar bed is NOT recommended. Application of any Plaster of Paris for any part of the exterior flooring will be detrimental. Design of joint width for exterior pavers may vary from a minimum of 1/8" to 1/2", using cement mortar, or caulking. In case of cement mortar, expansion joints should be introduced approximately every 25 feet. The use of wire mesh reinforcing in the setting bed, and a slip sheet under the setting bed, is a matter of design consideration
Fig. 6.1.2 Example For "Thinset" Method On Concrete Slab
6.1.2.1 Interior stone pavers installed on a wood structure on top of plywood need special treatment because movement of the wood structure must be anticipated. To prepare more rigid support, the use of two layers of plywood is recommended-with the plywood joints not lined up with one another, but staggered. Bituminized felt paper and galvanized wire mesh should be tacked down to the double plywood floor and not less than a 1-1/2" thick mortar bed should be prepared using a mixture of 1 bag Portland Cement, 3 cu. ft. of clean sand, mixed with 3 gallons of Laticrete or approved equal of latex admixture. Before placing the stone floor tiles on a wet screed bed, an approximate 1/16" thick latex based skim coat shall be applied to the back of each floor tile. Uniform joints of not less than 3/32" wide shall be maintained. After each piece is laid, it shall be tapped down using a wooden block to level the surface and imbed the stone. Care must be taken not to crack the floor tiles during the tapping. Joints are filled with Portland cement with, or without Latex reinforcing, and sealed with a squeegee. Movement joints shall be applied between the walls and the floor tiles.
As described in paragraph 3.2 marbles are classified into 4 groups for soundness. Group C and D marble tiles are often reinforced with nylon mesh set in an epoxy (or polyester resin) film on the back of the tile. Unless this film is ground off, the cement mortar bed, or the thinset mortar often separates because it does not adhere to the epoxy film properly
Fig. 6.1.2.1 Example For Mortar Bed Method On Plywood Floor
6.1.2.2 For exterior pavers the use of a sand bed may be considered. Pavers installed with a sand-set method can easily be replaced, repaired, or adjusted. However, the sand-set method shall be used only with soil conditions that drain well and are stable with no settling. Proper compaction of a well draining sub-bed and sand setting bed is critical to prevent settling and moving. For stability a maximum 1" thick sand bed should be used with 1/16" wide joints which are swept with sand. The sand set method is NOT recommended for interior use.
6.1.2.3 For the installation of conventional stone paving the preparation of both the sub-surface and the stone pavers is equally important.
If the setting bed between the concrete slab surface and the bottom side of the stone pavers exceeds 2", concrete fill should be provided by the General Contractor. Concrete fill must be properly bonded to the concrete slab.
Concrete surfaces to receive stone flooring must be thoroughly cured, and free from soil, oil, and other extraneous materials.
Concrete slab (or concrete fill) shall be saturated with water, but free water must be removed prior to installation of mortar mix.
Mortar shall be prepared using the approved ratio of Portland cement and clean, damp sand with a minimum amount of water to produce a workable mass. Mortar must be used within one hour after mixing, without any additions or re-tempering.
A thin coating of Portland cement grout shall be troweled to the bed of the stone pavers immediately before each stone is laid.
Pavers shall be tapped into final place and made level without any air pockets left under the pavers and while the setting mortar is still pliable.
6.1.2.4 For pedestrian traffic on exterior plazas, terraces, promenades and roofs a pedestal paving system may be used to obtain a perfectly level walking surface with open joints, so that the rainwater or melting snow can drain to the sloping cavity under the pavers and lead to the drain holes. Presently three methods are used to provide drainage between the pavers and the waterproofed structure below.
None of the 3 methods described here provide support for vehicular traffic.
Manually operated vehicles, dollies, rolling pipe scaffolds may be used within the calculated load capacity of the pedestal paving system.
(1) TREM proof King Pin Pedestals (by Tremco) have 4 adjustable stone supports with about 1-1/4" adjustability in 1/16" increments. It can provide a 10,000 lb working load (2500 lbs per adjustable support) with zero permanent deformation when supported by a non-compressible base. To insure uniform joints the use of 60 to 70 durometer neoprene cross spacers is recommended at the joint intersections. For prevention of "moving up" one side of the cross spacers could be self adhered, or silicon caulking may be installed above the cross spacers, flush with the finished stone surface.
Fig. 6.1.2.4 (1) Example For Mortar Bed Method On Plywood Floor
(2) Terra System One (by Wausau Tile) is composed of a number of components such as tabs, shims, pedestals, reducers, spacers, extenders, etc. Designed to provide level surfaces above sloping sub-surfaces the pedestal cavities are filled with specially blended concrete to provide total and complete support.
(3) PAVE-EL (by Envirospec). This pedestal system also elevates the pavers to provide a drainage plane between the pavers and the supporting structure below. Pave-El pedestal is a grid-like structure of high density polyethylene with integral spacer ribs for either 1/8" wide joints or for 1/4" wide joints. It also has leveling plates over the pedestal to eliminate minor deck or paver discrepancies.
Fig. 6.1.2.4 (3) PAVE-EL Pedestal System By ENVIROSPEC
Each of the three types of pedestal
methods described above may be installed
directly to the membrane, using protection
boards, or over high density (125 psi) rigid
insulation board.
At larger joints
burning cigarette butts may cause damage to
the rigid insulation. Insulation is the
weakest link of the pedestal system, when
the pedestals are installed on rigid
insulation.
6.2 Vertical Installation.
6.2.1 Thin tiles of 12" square, or 18" square pieces in thicknesses ranging from 3/8" to 3/4" are often used for interior cladding set in cement mortar bed on masonry backup, or set with a "thin-set" method using a Latex admixture in cement mortar spread on sheet-rock panels on studs, or set on thin cement board panels nailed or screwed to the studs.
For "wet" walls in bathrooms, plastic sheets shall be installed between the studs and the cement boards. Serrated trowels will provide an average of 1/ 8" to 3/16" thickness of thin-set backup to the thin tiles. Hairline, or 1/16" wide joints shall be used for natural stone tile cladding for interior application.
Marbles classified in Group C and D, reinforced with nylon mesh in an epoxy (or polyester) film on the back of the marble tile, shall be ground off for proper adherence.
The "thin-set" tile application or cement mortar applied to thin tiles, without the use of mechanical anchors is NOT recommended for exterior wall cladding. Weathering resistance and durability of thin tiles exposed to hostile environment is limited. Freeze and thaw cycles, water entering into joints and behind the stone, installation imperfections, and numerous other hazards are good reasons to avoid exterior stone-tile without mechanical anchoring and without well designed weep slots and air ventilation.
6.2.2 Natural stones conventionally
anchored to back-up structure or to masonry.
Anchoring devices are installed to
resist lateral and gravity loads. Anchoring
components shall be designed as simply as
possible, with the fewest components and
types to be adjustable, and with careful
prevention of galvanic and chemical
corrosion. Anchors for conventionally
installed natural stone are usually designed
to work laterally, on tension. To resist
lateral compression, mortar spots are placed
in the setting space, usually at the
location of the anchors, and at mid-span
between the anchors.
6.2.2.1 Thick stone veneer ashlar.
Approximately 4"-thick random rectangular
shaped natural stone is often used to
achieve a rustic appearance on exterior
cladding. It is recommended that sufficient
air space be left behind the stone veneer
for air circulation, and to provide vent
holes (or vent slots) near the bottom and
the top of the wall. To stabilize such stone
veneer, the use of mechanical anchors is
necessary. Corrugated stainless steel strap
anchors are acceptable with occasional
cement mortar spots in the cavity near the
anchors to resist positive lateral loads.
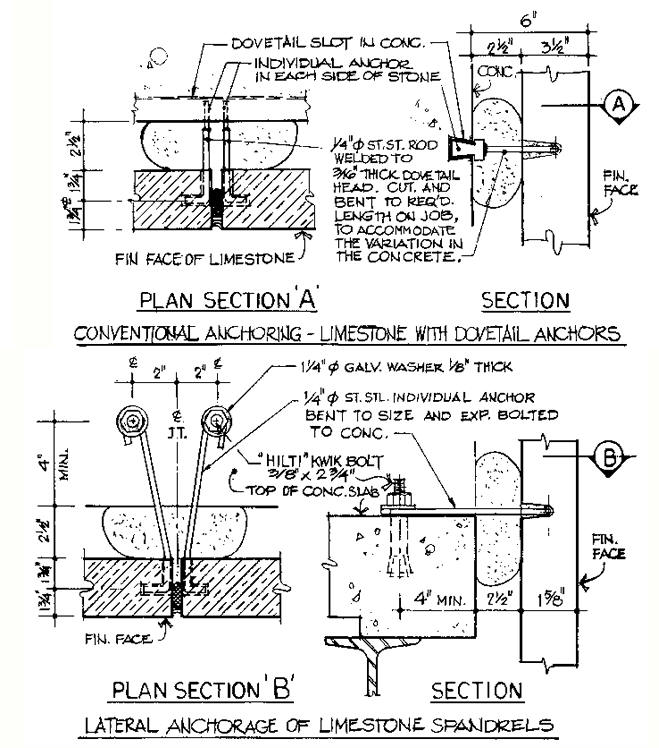
6.2.2.2 Conventionally anchored thin
stone veneer to back up structure or to
masonry.
Cement mortar is used for
exterior installations. Plaster of Paris may
be used for interior application. Stainless
steel strap anchors or rod anchors are used
for exterior walls to resist tensional
forces, with cavity between the structure
and the thin stone veneer. Occasional cement
mortar spots are used near the anchors, to
resist lateral loads (compression). Vent
holes or vent slots are provided for
exterior installations near the bottom and
the top of the wall. Interior thin stone
veneer is usually installed using brass wire
anchors and Plaster of Paris. No vent holes
are used for interior stone veneer.
Fig. 6.2.2.2 Examples For Conventional Laternal Ancoring
6.2.2.3 Mechanically installed stone
veneer.
Stone slabs are anchored, piece
by piece, to a metal grid system which in
turn is secured to the building's structure.
Such installations are made either from
scaffolds or from the floor slab.
Miscellaneous steel, such as rectangular
tube, different types and sizes of
uni-struts, clip angles and "Z" shapes may
be used to substitute for a masonry backup.
These miscellaneous steel components are
supported by the structural steel and the
anchors are attached to the miscellaneous
steel members. Lateral and vertical
adjustability is accomplished through proper
design of the miscellaneous steel components
and/or anchoring components.
Fig. 6.2.2.3 Examples For Mechanical Installation Stone Veneer
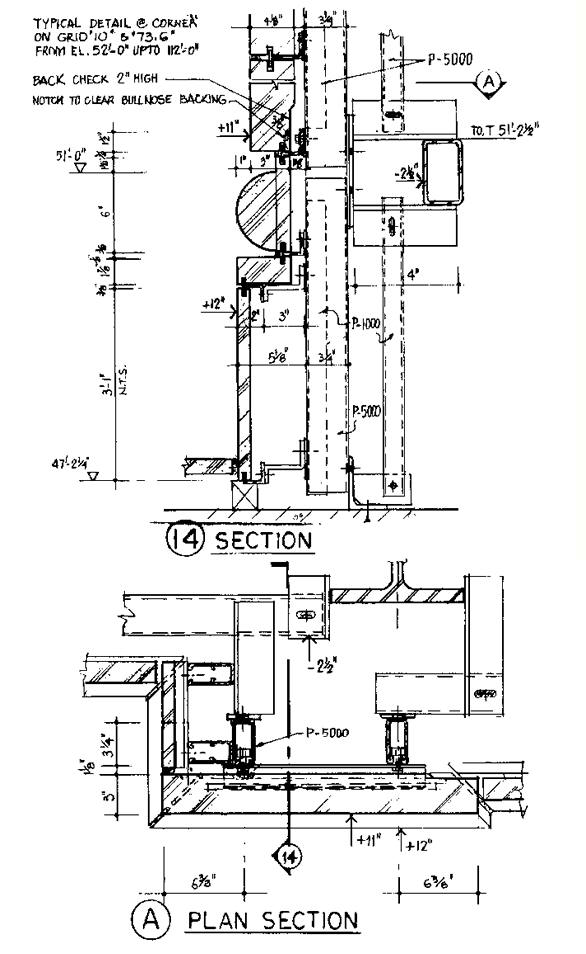
6.2.2.4 Floor to floor panel
installation.
Thicker stone slabs are
used extending from floor slab to floor
slab, usually without the use of scaffolds.
Stainless steel seat angles are mostly used
for gravity support, with welded tabs on the
horizontal edge to resist lateral forces and
adjustable stainless steel anchors are
installed in the perimeter joints. At
locations where some of the joints are
exposed, concealed anchors are installed to
replace perimeter anchors.
Fig. 6.2.2.4 Example For Floor To Floor Panel Installation
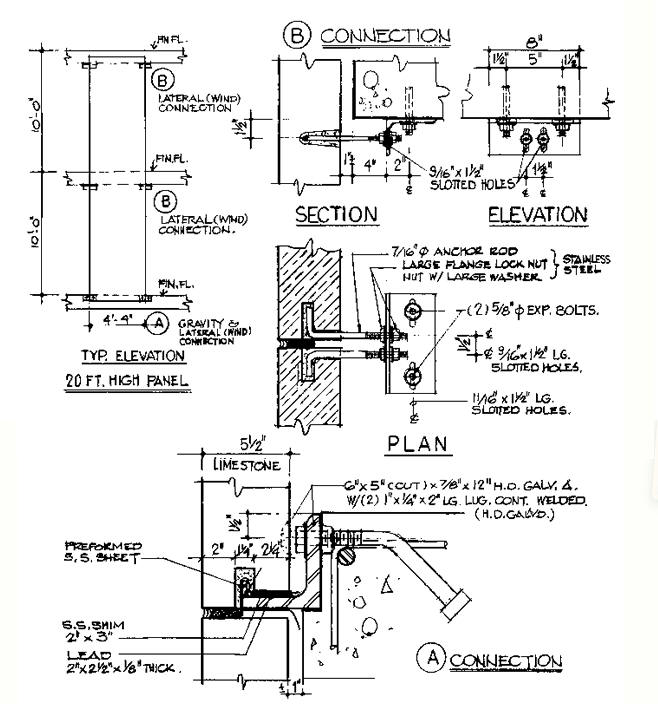
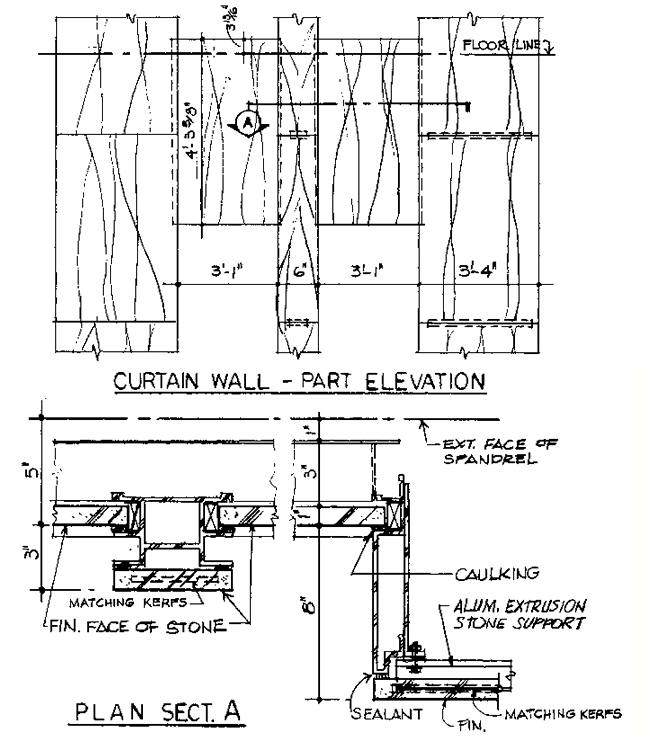
6 2.2.5 Stone veneer installed to
curtain-wall components.
This is done
similar to the glazing method or with the
introduction of special aluminum extrusions
for gravity and lateral supports. Matching
kerfs are provided to receive the
extrusions.
Fig. 6.2.2.5 Example Of Stone Veneer Installed To Curtain Wall Components
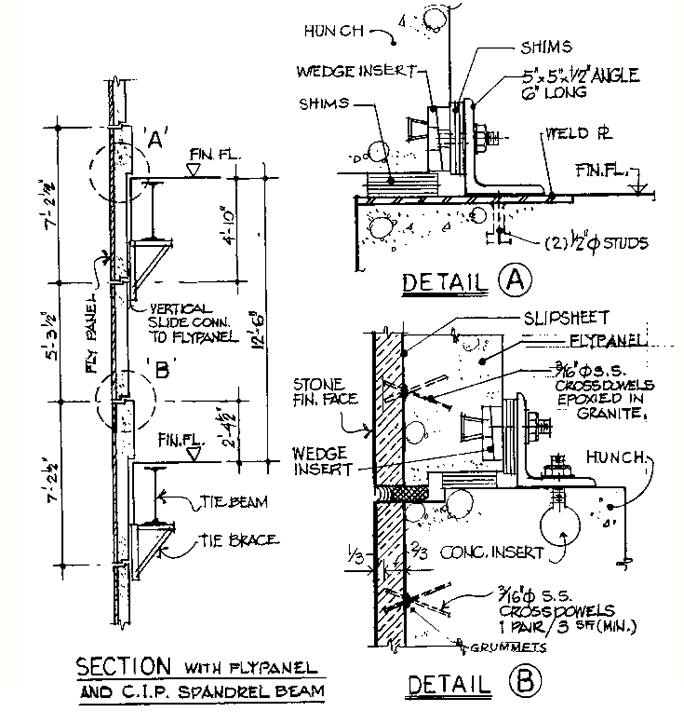
6.2.2.6 Pre-assembled systems.
Stone
panels are built in a shop under controlled
conditions. Such systems are sometimes built
on to reinforced precast concrete backing.
Such stone faced precast panels are often
designed with reinforced concrete hunch for
gravity and/or lateral support. A slip sheet
is applied in between the precast concrete
and its stone facing to accommodate
differential movement. Stainless steel cross
dowels, or hairpin anchors of different
shapes are used to tie the precast and the
natural stone together. A minimum of one
pair of anchor legs is designed for every 3
square feet. The newest applications have
rubber grommets installed on the anchors at
the back of the stone panels to allow
concrete shrinkage and differential
movement, without any damage to the stone.
To pre-assemble lighter panels, stone slabs may be installed in a plant on metal trusses, or on frames of different sizes or shapes. Miscellaneous steel, such as tubes, channel sections, and angles are used to build the stone supporting frames which must coordinate the needs of all components to be housed within the pre-assembled panel such as flashing, drainage, or insulation.
Fig. 6.2.2.6 Example For Granite Faced Precast Panel Installation
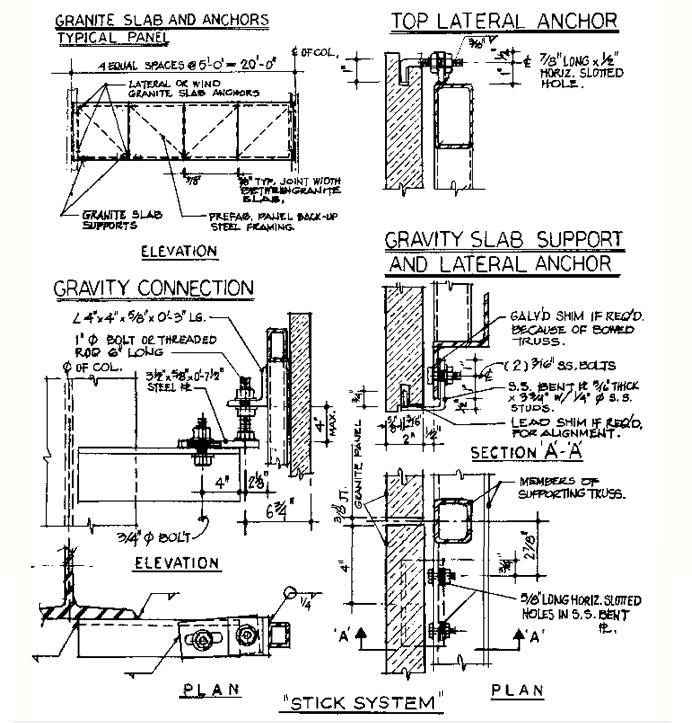
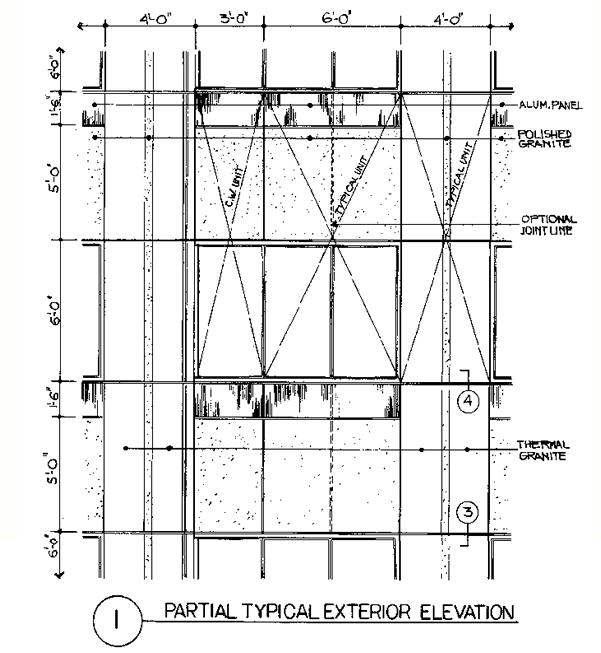
6.2.2.7 Curtain-wall installations.
Stone, glass, and aluminum components offer
cost effective cladding of high rise
buildings.
Stick system. For
field-assembled curtain-wall, aluminum
vertical mullions and horizontal components
are extruded, cut to size, pre-punched and
pre-drilled for connections and weep holes.
Properly numbered they are then shipped
loose for job site erection. Glass and stone
are used as glazed panels. Silicone sealant
is used for watertight sealing and carefully
designed bites and aluminum pockets are used
to accommodate anticipated building
movements and to prevent air and water
infiltration.
Fig. 6.2.2.7 (1) Example Of Preassembled Stone System On Metal Truss
Unitized curtain-wall systems may have glass and stone shop-installed into prefabricated frames. The size of the designed units is governed by shipping limitations and field conditions. Stone slabs of a minimum 1-1/4" thickness are either set in pockets similar to glass or are kerfed for mechanical anchoring. Extreme care is required to move, transport and field-erect unitized curtain-walls.
Fig. 6.2.2.7 (2) Example Of Shop Assembled "Utilized" Curtain-Wall System
6.2.2.8 Field conditions shall be examined, if possible, before installation starts. An experienced foreman or supervisor shall lay out the necessary lines and grades from the engineering marks provided by the General Contractor.
Tools, anchoring devices, other materials and equipment shall be organized and lined up by the time installation starts.
Fabricating, shipping, unloading, and distribution shall be carefully planned so that sufficient stone arrives at the job-site in logical setting sequence. Stone should be stored reasonably close to the setting place, to insure trouble-free continuous installation.
6.2.2.9 Installation shall be in strict accordance with specifications and approved shop drawings. Safety regulations shall be strictly observed.
Erection tools, chain hoists, scaffolds, etc. shall be inspected and, if necessary, reconditioned for safe and effective use on the job.
6.2.2.10 Scaffolds generally used for stone cladding may be classified into four types:
(1) Frame scaffolding
(2) Suspended
scaffold for material handing
(3)
Suspended swinging scaffold
(4) Bosun's
chair
(1) Frame Scaffolding is normally used for stone installation of limited height. It can be used above 30 feet in height, but must be tied back to the structure.
(2) Suspended Scaffold designed for material handling is normally used by brick masons for installing brick and block walls on high-rise buildings. Occasionally, they are also used for installation of stone cladding, where cladding units and materials must be stored on the scaffold.
These scaffolds are usually 5-feet wide and are suspended at four points from steel wire rope.
(3) Suspended swinging scaffolds are suspended only at two points, from steel wire rope, and are not designed for material handling. Swinging scaffolds have a better efficiency rating because one can raise or lower them with greater ease and in less time. Commonly used lengths are from 12' to 24' at 2-foot intervals. Stirrups are 28" wide. A safety line is required for each person riding a swinging scaffold.
(4) Bosun's Chair is normally used for minor repairs or limited stone installation. The operator has little control keeping the chair in a working position. It is NOT recommended for use if wind is over 5 m.p.h.
When using any type of scaffold, the safety rules and manufacturer's instructions shall be strictly complied with.
6.3 Preparation and supervision are the keys to successful installation. Clear, readable, logically numbered, and detailed shop drawings are essential.
Shop drawings shall give all necessary information to fabricate and install all stone requirements and should also indicate tolerances with all materials and components fully identified.
BACK TOP TOP
7. RECOMMENDED TEST METHODS
AAMA 501.1 Test for Water Penetration using dynamic pressure.
ASTM E-283 Air Infiltration Test by static pressure.
ASTM E-330 Structural Load Test by uniform static pressure (positive and negative).
ASTM E-331 Water Infiltration Test by static pressure.
The four test methods listed above are used in the stone industry to test the performance of stone panels installed on a grid system, a strut system, or stone panels assembled on pre-fabricated steel frames, or trusses, or used as components of field-installed curtain-wall or shop-assembled unitized curtain-wall.
ASTM C-97 Water Absorption Test is recommended for all dimension stones used for exterior installation and for interior flooring and base course. Maximum absorption rate by weight for granite is 0.4%, for marble 0.2% and for medium density limestones 7.5%.
ASTM C-99 Modulus of Rupture Test is helpful in the design of panel sizes, thickness, and surface finish and is useful to design limitations of anchoring. Minimum requirements of modulus of rupture for granite 1500 psi (10. MPa); for marble 1,000 psi (7 MPa) and for medium density limestones 500 psi (3.4 MPa).
ASTM C-170 Compressive Strength Tests are adequate to design simple construction, but not sufficient for thin veneer design for high rise construction. Minimum requirements for compressive strength: for granite 19,000psi (131 MPa), for marble 7,500 psi (52 MPa), and for medium density limestone 4,000 psi (28 MPa).
ASTM C-215 is used as a non-destructive test for detecting significant changes in the dynamic modulus of elasticity of the test specimens due to cycling, by measuring their transverse frequencies after predetermined group of cycles.
Based on research and experience, it is presumed that the total loss of strength of natural stone cladding will be in the 40 to 50% range, due to weathering, over the life of a building.
Stone strength is also affected by the methods used for finishing its exposed surface. Polished granite appears to be the most resistant to hostile attacks of the weather and to aging. Some fine grained white marbles lose the greatest amount of strength. Limestone falls in between granite and marble.
ASTM C-241 Abrasion Resistance Test determines the abrasion resistance of all types of natural stone for floors, steps, and similar uses where wear is caused by the abrasion of foot traffic. The minimum abrasion resistance (Ha value) of granite is 25. The minimum abrasion resistance value of both limestone and marble is 10.
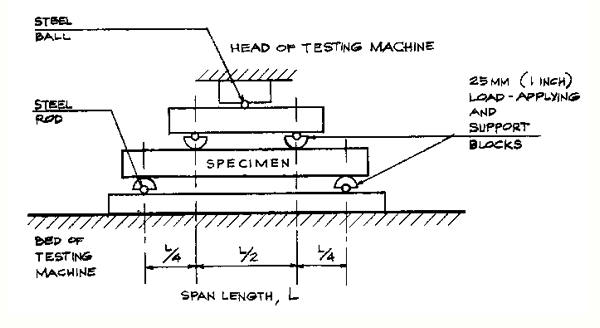
ASTM C-880 Flexural Strength Test provides better information for the design of panel sizes and thickness, surface finish and anchoring limitations. Minimum requirements for flexural strength of limestone have not yet been established by ASTM Committee C-18. The minimum requirement for granite dimension stone is 1200 psi (8.3 MPa) and 1000 psi (7MPa) for marble.
ASTM C880 FLexural Strength Test
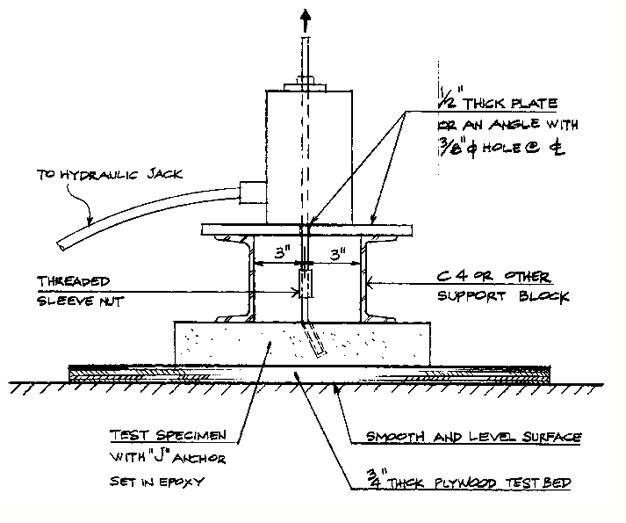
ANCHOR PULL-OUT TEST This test is used for all engineered systems having thin veneer dimension stone for exterior cladding. The method of anchor pull-out tests and minimum requirements are engineered and calculated by the design engineer of the anchoring system
Example Of Anchor Pull-Out Test
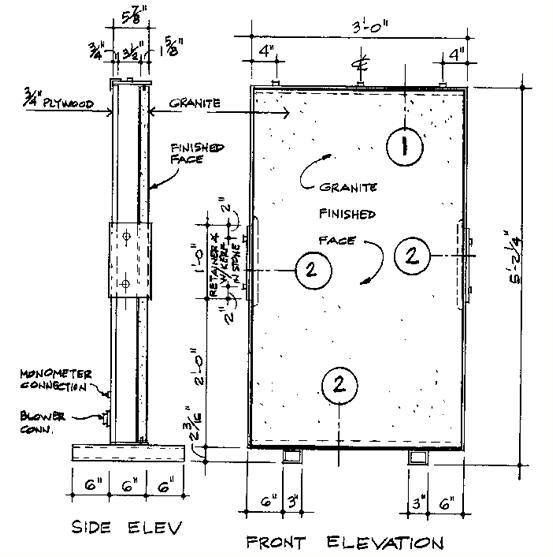
CHAMBER TESTS These tests are done for large jobs to control the performance of stone panels produced with stone blocks from various quarry locations and to test the performance of the anchor connections as described by ASTM C-1201. Chamber tests can be performed in the fabrication shop from randomly selected blocks, or at the job site by building a small wood chamber around the designated stone slab and pumping air out of the chamber to create a suction force generally 1.5 times the design load. Such tests can also be made until failure occurs in the stone slab, or its anchor provisions. It is desirable that no failure take place until 4 times the design load is reached.
Example for shop-test chamber
DURABILITY TEST There is no standard test
procedure for the durability of natural
stone. Until standard test procedures are
developed, ASTM C-666 which describes the
resistance of concrete to rapid freezing and
thawing is often used with minor
modifications (to be reasonably analogous to
the conditions the stone will experience on
the building) to test the durability and
aging resistance of dimension stone on an
accelerated basis. If such tests take 300
cycles, then it will require close to three
months to perform. They are generally
costly.
A control group of specimens is
tested vs the cycled specimens. Increase in
absorption of the specimens after cycling,
weight loss, decrease of strength in
compressive strength in modulus of rupture
and in flexural strength shall be evaluated
and any visual deterioration or erosion
during the test should be recorded and
reported including the number of cycles at
which such defects were noted.
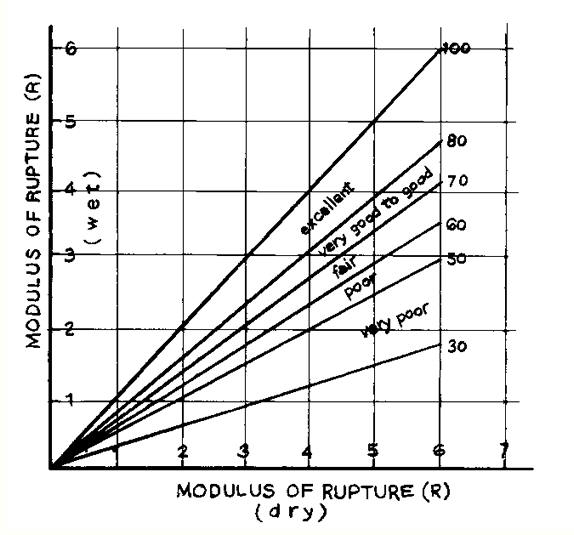
The dry-to-wet ratio of the modulus of rupture of a thin section of natural building stone could also give an approximate evaluation of the durability of the rock. Erhard Winkler in his paper "Durability Index For Stone" (1985), prepared for the International Conference on Deterioration and Conservation of Stone, gives the relationship of the general stone evaluation as function of dry-to-wet strength ratio based on the modulus of rupture.
E. Winkler Wet & Dry Ratio Durability Index
SHEAR AND PULL-OUT TESTS of anchoring of stone facing to precast panels. Such tests are made to establish the resistance of the natural stone to separation from the back-up.
BACK TOP TOP
8. SELECTION OF STONE TYPE AND FINISH
8.1 Quarry assessment. Prior to selection of the stone, it is advisable to obtain reliable information to determine if the quantity and the largest stone sizes required are readily available from the quarry source. Rates of block production on seasonal basis shall be evaluated. The uniformity of the color, texture, and physical properties of the rock must be checked as well. It is also advisable to establish a mutually acceptable range of color and texture to prevent possible later dissatisfaction or dispute.
8.2 Manufacturing plant assessment. Past and current performance on similar projects shall be evaluated. Fabrication capacity within the required time frame shall be examined. Crating and transportation facilities should also be examined. Quality control during fabrication must be insured.
8.3 In addition to aesthetic considerations, the selected stone has to resist possible present and future environmental attacks during the planned life span of the building. Exposure to weather may cause changes in shade or coloration. Polluted air, acidic and sulfuric rainwater may cause changes in appearance. Serious and repeated environmental attacks, combined with freeze-thaw action may cause spalling and slow deterioration if the improper type of stone and/or finish is selected.
8.3.1 Failure investigations and research work do not justify the use of thin marble veneer for exterior cladding high-rise buildings in an environment where air pollutants, carbon dioxide (C02) or sulfur dioxide (S02) are present. Atmospheric water dissolves these gasses creating "acid rain" which, in turn, can cause degradation of the marble veneer.
8.3.2 Freeze and thaw cycles can also change the original characteristics of the thin marble veneer. Due to thermal expansion or contraction, and moisture, some of the thin (1" to 1-1/2", or 2.54 to 3.81cm) crystalline marble slabs will release their stress of geological origin and when cooling off or warming up, will not fully return to their original position (hysteresis).
The volumetric content of natural cementation in the marble and the size of the crystals may play important roles in the moisture activated bowing of the thin marble veneer.
8.3.3 Warping is also caused by unequal moisture absorption which happens when one side of the slab stays dry while the other side becomes wet. This type of warping can be prevented by providing adequate ventilation, using weep slots (weep holes) to keep the cavity, behind the marble veneer, dry.
8.4 In selecting panel sizes, consideration must be given to the capability of the quarry and the fabricating plant to economically produce the selected sizes and thicknesses.
The selected thickness shall be proportionally adequate for the panel size, anchoring system and the finish, without losing sight of economic considerations. Where wind loading criteria is established by the specification, the selected thickness as well as selected anchoring system shall be substantiated with calculations by a licensed Professional Engineer. Tests shall be conducted by an independent testing laboratory.
8.4.1 Thermal (flamed) finish will effect the strength and durability of thin granite veneer. Flame treatment of granite will produce a type of finish which is desirable to many architects and building owners. However, it will reduce the effective thickness of the thin granite slab, together with its bending strength. This may become critical for the long term durability of the thin granite veneer.
Freeze and thaw cycles of flame-treated thin granite may alter the always present micro-cracks to macro-cracks*, making it more vulnerable to further deterioration, permitting absorption of water to a depth of about 1/4" which may freeze within the flamed thin granite slab.
*MICRO FRACTURES were formed when the molten rock (magma) came to the surface of the earth and it cooled off. Micro fractures can not be seen by the naked eye.
*MACRO FRACTURES have very limited depth and width, however they are visible with the naked eye. Macro fractures do not impair the structural integrity of the intended use of the rock.
8.4.2 Functionally, a polished finish is the most desirable finish of thin granite veneer used for exterior cladding. Polishing procedures close the pores of the thin stone slab, protecting its surface from deterioration caused by hostile environmental weathering conditions.
8.4.3 Polished granite and marble are
recommended for interior vertical walls.
For interior flooring, polished granite is
preferred, but good quality polished marble
is often used. The use of flamed, honed,
sawn or sandblasted oolitic or dolomitic
limestone for wet room flooring such as
baths or showers is NOT recommended.
It is NOT desirable to combine granite
and marble for a floor pattern due to the
difference in abrasion rate. If repolishing
is needed, it will be difficult to handle
with mixed materials.
In the
selection of marble flooring material for
high traffic areas, the quality of the
marble pavers and their resistance to heavy
foot traffic should be carefully considered.
Stratified marble or conglomerates are often
contaminated with clay, sand, and other such
minerals, which after being subject to foot
traffic and maintenance procedures, may
become fissures on the finished surface.
*FISSURES are narrow openings in the
rock, having occasionally more depth than
width. Fissures are very common in
travertine marble and are caused by
entrapped gases.
BACK TOP TOP
9. DESIGN PRINCIPLES
9.1 Where specifications and contract
drawings describe an engineered system of
stone cladding, it is recommended that the
Engineer of Record be consulted for:
(1) Maximum expected deformation and
movement of the structure.
(2) Safe
and economical suspension system.
In
case of performance specification, the
design criteria shall be established by the
Engineer.
9.2 Stone panel suspension
design shall be based on design criteria
established by the specifications and
applicable building codes. In addition, the
architect, engineer and stone contractor
(fabricator) shall take into consideration
all other factors for a properly designed
and functional stone suspension system such
as:
(a) Expected windload.
(b) All building movements-sway, elastic
deformation and creep, shrinkage of
structure and"47or supporting back-up walls,
thermal movements of structure and/or
cladding.
(c) Connection design to
accommodate combination of building
movements, fabrication, erection tolerances
and economy of erection.
(d) Dangers
of freeze-thaw action.
(e)
Prevention of corrosion of anchoring
devices.
(f) Joint design.
(g) Possibility of water penetration.
(h) Ventilation requirements behind
stone panels.
(i) Transportation and
handling requirements.
(j)
Coordination with requirements of adjoining
building trades.
(k) Testing
program.
9.3 Reinforced concrete
buildings may have dimensional changes or a
combination of dimensional changes due to
the following:
(1) Shrinkage of
concrete structure.
(2) Elastic
deformation and creep of concrete structure
under sustained load.
(3)
Thermal movements.
(4) Sway (of tall
buildings).
9.3.1 Drying shrinkage
of cast-in-place concrete is perhaps the
most important factor to be considered by
the designer of the stone suspension system.
Drying shrinkage is dependent upon many
factors, such as the cement, aggregate, and
water content of the concrete mixture,
together with ambient temperature, humidity,
etc. Certain aggregates may have very high
shrinkage characteristics.
Under
normal conditions, one can assume that
cast-in-place concrete will shrink as
follows:
During the first 2
weeks-approximately 33% of the total
shrinkage.
During the first
month-approximately 45% of the total
shrinkage.
During the first 3
months-approximately 66% of the total
shrinkage.
During the first
year-approximately 90% of the total
shrinkage.
The complete drying and
shrinkage may take several years. However,
since the major part of the shrinkage takes
place within the first 3 months it is
advisable, when possible, to start stone
installation after the poured-in-place
concrete structure is complete.
The
average drying shrinkage value for
non-reinforced concrete is in the range of
0.0005 to 0.0009 x length. Reinforced
concrete may be calculated to half of that.
9.3.2 Creep of concrete under
sustained load will cause permanent
deformation, which is also a factor to be
considered during the design stage.
9.3.3 Thermal movement of a poured-in-place
reinforced concrete structure using normal
stone aggregate is relatively low: 0.0006%
per 100° F.
In calculating thermal
movement of a stone clad concrete structure
one can use a maximum of 70° F.
9.4
Tall steel-framed structures may also have
dimensional changes or combinations of
dimensional changes caused by the following:
(1) Thermal movement.
(2)
Elastic deformation under sustained load.
(3) Sway.
9.4.1 Thermal movement
of steel framing can be expected: 0.0007%
per 100° F. In calculating thermal movement
of a stone clad fire-proofed steel structure
one can use a maximum of 70° F.
9.4.2 Elastic deformation of high-rise steel
framed buildings should be taken into
consideration.
9.4.3 If cladding is
supported on the edge of the slab, or
concrete beam, long term deflection should
be considered.
9.5 Cladding may have
dimensional changes caused by temperature.
Cladding usually has substantially greater
temperature changes than the protected
concrete or steel structure of the building.
In North America, one can expect temperature
changes in the cladding as high as 170° F.
depending on its color and texture.
9.6 Provide expansion joints to accommodate
building and cladding movements. Make sure
that joints under gravity supports are kept
free from any debris, shims, etc. to avoid
"stacking" of stone panels.
BACK TOP TOP
10. ANCHORING
10.1 All stone cladding panels anchored
to a building are subject to:
(1)
Gravity load (the weight of the stone
panel).
(2) Applied load (wind load,
structural and thermal movement, seismic
movement). The location, shape, and size of
all anchors must be designed and calculated
to safely support the stone for all stresses
to which they may be subjected (compression,
tension, bending, torsion). Inducing
excessive stresses in the stone must be
avoided.
10.2 Loadbearing (gravity)
anchors are recommended, if possible, to
support stone cladding panels, under (or
close to) the bottom bed.
Fig. 10.2
Example For Combination Of Gravity And
Laternal Load Support
In case of exposed heads above windows
or in similar conditions where exposed
gravity anchors are not allowed under the
bottom bed of the stone panels, it is
customary to use epoxied and doweled stone
liners for interior work.
For
exterior applications, stainless steel
concealed supports should be designed.
Epoxied liners for exterior use should be
avoided.
Fig. 10.2A Example For
Concealed Support
If epoxied liners or other epoxied stone
components for exterior use can not be
avoided, then the following shall be
carefully considered:
keep the
surfaces of the stone components to be
epoxied together clean and dry
use
specified epoxy and follow manufacturers
recommendations . use clamps until epoxy is
cured
use non corrosive mechanical
connections (dowels) where possible, in
addition to the application of epoxy, to
prevent separation in case of improper
workmanship, or failure of the epoxy.
For 2-12" thick or thicker cladding
panels, the use of clip angles, or plates,
placed in non-continuous slots, cut in the
back of stone panels is recommended. The
veneer may be supported by properly designed
stainless steel plug anchors drilled in the
sides and engaged with stainless steel
threaded rods supporting stainless steel
clip angles. If plug anchors cannot be used
because the sides are exposed, then the use
of properly designed stainless threaded bent
rods (often called "J" anchors) set in epoxy
fill, in back of thin stone veneer is also
an acceptable practice. Stainless steel
threaded bolt (called Cold Springs #31
anchor) seated in a matching routed slot in
the back of the stone veneer also provides
an excellent concealed anchor, when the
stainless steel threaded bolt is attached to
a stainless steel (or aluminum) clip angle,
which could serve as a gravity and lateral
supporting member.
It is recommended
that when using a metal clip angle in the
back of the stone engaged to a plug anchor,
or to a "J" anchor, or to a #31 anchor, a
"stressless" stainless steel or aluminum
disc with a threaded hole should be screwed
on hand-tight, with epoxy film facing the
back of the stone slab, so that when the
metal clip angle (or other device) is
attached, it is tightened against the metal
disc and not against the stone slab,
preventing inducement of stress into the
stone.
10.3 Lateral anchors are
recommended in the joints, between the
cladding panels. For conventionally
installed stones lateral anchors are usually
round anchors, or pins fitted into drilled
holes, or strap anchors fitted into anchor
slots in the edges of the stone. Sometimes
it becomes necessary to provide concealed
lateral anchors into the back of the stone
which is connected and adjusted at the back
of the stone panel. It is difficult to
provide "blind" (concealed) anchors into
solid masonry and, if possible, should be
avoided. Some anchors may be designed as
lateral and gravity anchors, such as plug
anchors, "J" anchors, or #31 anchors.
Other customized anchoring is described
under "Pre-assembled Systems" and "Curtain
wall Installations".
The number and
distribution of the anchors should be
determined by calculations and by the
applicable code. Calculations shall be based
on the forces to which the cladding will be
subjected.
Modern stone fabrication
technology makes possible the production of
thin (1/4" to 1/2") stone veneer, which is
installed using a "thin-set" method for
interior use. Very thin stone, epoxied or
honeycomb-backed, is also marketed, mainly
where the weight of the panels must be
limited. None of these very thin stones
should be used for exterior installations,
because of their very limited resistance to
aging and weathering. Based on today's
knowledge of the state-of-the-art, it is
recommend that all stone panels for exterior
installations be mechanically anchored.
10.4 Anchoring design should be
sufficiently adjustable to overcome expected
tolerances in building construction and to
overcome the tolerances in natural stone
fabrication, or a combination of both. To
avoid use of anchors at improper locations,
it is recommended that anchors with similar
functions be designed to resist forces at
any location of the building.
Stone
cladding panels and anchors shall be
designed to resist positive and negative
windloads. The height of the building, the
velocity of expected wind gusts, and the
topography of the surrounding area will
determine the windload criteria. For
information and guidance in design of
structures to resist windloads, see:
WINDLOADS ON BUILDINGS AND STRUCTURES NBS
BSS 30 issued by the U.S. Department of
Commerce National Bureau of Standards, and
MINIMUM DESIGN LOADS IN BUILDINGS AND OTHER
STRUCTURES - A 58.1 issued by the American
National Standards Institute.
10.5
The shape, size and location of gravity and
lateral anchors, as well as their attachment
to the structure, shall be carefully
designed and calculated for all mechanical
stresses to which they could be subjected:
compression, tension, shear, bending, and
torsion. Special attention is recommended in
the design of horizontal joints under the
gravity angles to avoid load transfer to the
panel below.
The use of round holes
in stone to receive anchors or dowels is
preferable to the use of slotted holes
(kerfs) to receive strap anchors, since
stones with the same thickness, using round
anchor holes, usually resist mechanical
stresses better than stones with slots.
Individual anchors are preferable to
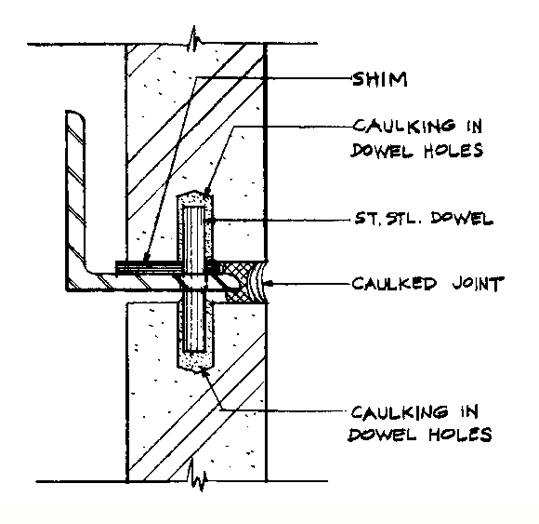
"split-tail" anchors. When using
"split-tail" anchors or "drop dowels" to
connect two stone panels, it is recommended
that the anchor or dowel cavity on one side
in the first stone panel be grouted and the
anchor or dowel cavity on the other side in
the second stone panel be caulked with fast
curing silicone or high modulus polyurethane
sealant.
10.6 All metals in direct
contact with stone should resist corrosion
and be non-staining. Anchors not in direct
contact with stone may be hot dipped
galvanized for exterior work,
electro-galvanized, or properly painted for
interior work. Above all, care shall be
taken to avoid galvanic corrosion using
non-compatible metals together without a
proper isolator.
Galvanic corrosion
occurs when a more noble metal in contact
with another metal in the presence of
moisture, will impair the strength, or will
gradually deteriorate the less noble one.
The ratio between the mass of the two
dissimilar metals, the area of their
contact, and the difference in their voltage
potential will determine the degree of
corrosion and deterioration.
10.7
For exterior gravity and lateral anchors in
direct contact with stone cladding the use
of 302 or 304-type stainless steel is
recommended. Hot dipped galvanized carbon
steel gravity anchors have a heavy zinc
coating which will prevent corrosion for
many years. Drilled holes, or rethreaded
holes are a potential source of corrosion.
Electro-galvanizing does not provide
reliable protection for exterior anchoring.
Electro-galvanized anchors are liable to
scratch and rust. The use of galvanized
anchors in direct contact with limestone is
NOT recommended. Brass wire is widely used
for interior natural stone installation.
Plaster of Paris, or Gypsum, has little
resistance to water penetration and is
considered unsuitable for use in exterior
walls.
TABLE NO. 1
10.8 Table No. 1 indicates
recommendations for bi-metallic contacts for
the most frequently used metals in natural
stone construction.
10.9 All welding
shall conform to the provision of the code
for welding contained in "Building
Construction of the American Welding
Society."
BACK TOP TOP
11. RECOMMENDED SAFETY FACTORS FOR CALCULATING STONE SLAB THICKNESS FOR WINDLOAD AND FOR LATERAL ANCHORING IN STONE.
11.1 Due to the tolerances allowed for
erecting steel structures and pouring
concrete, and due to other field conditions,
the setting space behind the stone panel may
have large variations and other
discrepancies such as misplaced or left-out
inserts, etc.
Based on this, it is
recommended that the design of all anchoring
devices be for the worst possible condition
and to follow A.I.S.C. specifications for
allowable stresses.
11.2 When
testing natural stones, test results in a
close range indicate a stone with more
consistent physical properties, while test
results in a wider range show the weaker and
stronger areas in that test specimen.
A wide margin of safety is needed not only
to meet the varying strength of the building
stones, but also to provide for possible
deterioration in strength of the stone after
it is placed in the wall due to
environmental attacks and normal expansion
and contraction, freeze-thaw cycles, or
other external forces, and aging.
Since the basic chemical and physical
characteristics of natural building stone
are determining factors of its strength and
durability, it is recommended that when
calculating slab thickness for wind load,
for handling and for lateral anchoring,
different safety factors be used for the
sedimentary, metamorphic, and igneous origin
rocks, so that the safety factor will
reflect not only the range of spread in the
test results but will also agree with the
general chemical and physical
characteristics of the rock.
Using a
minimum of five (5) test specimens,
preferably from different blocks and slabs,
it is recommended that the spread in these
test results be converted into safety
factors as described in Table No. 2.
It is recommended that, when possible,
the full scale anchoring system be
laboratory tested in lieu of relying solely
on calculations. Based on a minimum of five
(5) pull-out test results for anchoring
stone, one can use the same safety factors
which are shown in Table No. 2 for
calculating the stone thickness for
windload.
As a general rule, natural
building stones possess higher strength in
the direction at a right angle to the
bedding plane than to any other direction.
Therefore, it is recommended that when
testing natural building stone to establish
safety factors, the tests should be
performed on specimens which are fabricated
for testing at parallel direction with the
bedding plane.
Stone specifications
shall specify, and inspection shall control,
the fact that all stone blocks are slabbed
at the parallel direction with the bedding
plane.
Where natural building stone
is used as load bearing material, a 100%
increase to the safety factors is
recommended as shown in Table No. 2 for
stone thickness.
The previously
mentioned safety factor recommendation is
reasonably conservative. It is written as a
guide to users in the stone industry for the
avoidance of potential failure and
litigation. The factor of safety depends
upon the Building Code and the judgment of
the engineer.
The physical and
chemical characteristics of the stone
determine its durability, resistance to
moisture and atmospheric pollutants (after
it is placed in the wall). Consequently, it
is not advisable to use the same safety
factors for rocks of igneous, metamorphic,
and sedimentary origin.
The physical
and chemical characteristics of the rock
also vary widely within these three groups.
Nevertheless, such a simplified grouping
will provide some degree of guidance to
engineers, architects and designers who are
calculating stone thickness for wind and
anchoring, but are not thoroughly familiar
with all its physical and chemical
characteristics.
The basic chemical
and physical properties of natural building
stone vary according to its geological
origin. These characteristics determine:
• elastic properties, compressive and
flexural strength
• hardness and
resistance to erosion
• resistance to
attacks of acidic solutions (weathering)
• resistance to attacks of freeze/thaw
cycles
• internal structure, coherence
of the minerals
In addition to the
wide variation of the weak and the strong
zones of the natural building stone, there
is an endless list of occasions when damages
have caused substantial weakening in some of
the installed stone panels, and the stone
has become substantially weaker than the
previously received test results would
indicate.
It is common knowledge that
most of the failures occur at, or near, the
anchors. Unless properly conducted anchor
pull-out tests suggest differently, it is
reasonable to use more conservative safety
factors when calculating stone thickness for
anchoring, than for calculating stone
thickness for wind. Of course the flexural
and shear strength of the homogeneous metal
anchors may be safely calculated regardless
of the origin of the loads. However, natural
stone is heterogeneous, therefore weak zones
at, or close to, the anchors could lead to
failure much before the life expectancy of
the rock.
BACK TOP TOP
12. JOINTING DESIGN
The specification, design and detail of
joints and sealants should be done by
qualified persons.
12.1 Loadbearing
joints in vertical walls transmit loads to
the stone below. Shims are used to provide
the designed joint width until the cement
mortar cures. Cement mortar is also used for
pointing or grouting horizontal surfaces
such as paving, steps, and copings, etc.
12.2 Sealants applied in joints of
vertical walls accommodate movements of the
stone cladding and movements of the
structure which may be transmitted to the
cladding. Sealants need back-up materials
which compress easily and do not bond to the
sealant. Most sealants require primers for
good adhesion. Particular care is necessary
to have clean joints to insure proper
adhesion.
12.3 Expansion joints with
sealants are designed to accommodate
vertical, as well as horizontal, building
movements. Expansion joints are needed in
stone joints beneath supporting steel angles
to prevent stress concentrations due to
differential vertical movements between the
stone veneer and the building structure, or
due to deflection of the spandrel beam,
thermal movement or sway. Utmost care is
needed to make sure that shims, or any other
rigid objects, are not left in the expansion
joints. Vertical expansion joints shall be
designed to accommodate thermally or
otherwise induced horizontal movements of
the stone veneer or its supports.
Adequate expansion joints are needed on roof
parapets which are open to the weather on
two sides, to roof copings, and to expansion
joints between intersections of a stone base
course and a horizontal sidewalk where lack
of properly designed and executed expansion
joints may cause serious failure.
When designing joint widths the fabrication
and installation tolerances shall be
considered. For prefabricated panels such as
stone faced precast or stone on trusses,
unitized curtain wall panels, joints between
the stone slabs should be caulked in the
shop under controlled conditions. Only the
joints between the prefabricated units
should be caulked at the jobsite and using
the same caulking compound which was used in
the shop. When designing joints the
potential problems due to handling, loading,
transportation, unloading and erection
should also be carefully considered.
Joint sizes should be designed
realistically. Aesthetic considerations
should not be more important than the
functional requirements. Designing joints
too small, could create serious functional
problems.
12.4 Sealants are
classified as single component or
multi-component.
Single component
sealants have a slower curing time. Non-sag
type sealants are applied with a gun.
Self-leveling type sealants are poured into
paving joints and do not require tooling.
Silicones cure fast and resists
ultraviolet light. Urethanes show good
resistance to abrasion and are preferred for
use in paving joints. To avoid smears in
critical areas masking tape may be used
along the joint edges.
Part of the
jointing design is the selection of the
proper joint filler which controls the depth
of the sealant in the joint and can also act
as a secondary barrier in case of sealant
failure.
Closed cell joint fillers
are non-absorbent. If the ambient
temperature is very high, some closed cell
joint fillers may cause bubbling of the
sealant. Puncturing or over-compression may
also lead to bubbling of the sealant.
Open cell, sponge type joint fillers have
water absorption characteristics. Kerfs, or
holes in the tops of stones must be filled
with a high quality compatible sealant.
Sealant application shall be according
to manufacturer's recommendation, and prior
to the expiration of shelf life of the
sealant. If stone thickness and setting
conditions allow, the use of double sealing
(back and front) is recommended.
Gaskets are usually extruded or pre-formed
for joints where pressure will compress the
gasket for efficient water protection.
12.5 Water leakage may lead to such
serious problems as damaging the anchoring
system. Due to the effects of
freeze-and-thaw cycles, water trapped in
anchor slots may crack the stone and cause
failure of the anchoring system.
Therefore exterior stone joints must be
designed and properly sealed to prevent
leakage.
After the support structure and
stone slab supporting system is reviewed,
the stone joints should be examined.
The taller the building, the more flexural
deflection, shrinkage, and creep or thermal
movement of the structure may be expected.
When designing joints between the
cladding units, it is important to take into
consideration the expected dimensional
changes in the parts of the building to
which the stone cladding is applied. The
larger the stone slabs the more stress is
put on the small stone joints by the
mechanical and thermal movements of the
structure. However, reducing the stone panel
size will increase the number of joints.
Potentially, more joints also mean the
greater possibility of human error and
imperfection in installation, as well as
more erosion of joint sealants due to
exposure to the elements.
12.6
Applications shall comply with the
specifications, with design details, and
with the sealant manufacturer's
recommendation. The most common problem
during the application is the change in the
joint sizes, due to tolerances of stone
dimension. Such field conditions may result
in undesirable deviations from the jointing
design and may lead to leakage and failure.
Therefore, before sealant application
begins, qualified persons should inspect
joint conditions and either remedy improper
joints, or re-design the joint treatment.
BACK TOP TOP
13. CONTROLLING WATER PENETRATION
Flashing. No cladding is perfectly
waterproof. Wind driven rain will find its
way behind stone panels where pointed cement
mortar or caulking separates the stones.
Porosity, which is the volume of voids
related to the apparent volume of the stone,
under pressure of wind driven rain could let
water seep through. Condensation can also
produce moisture on the back side of the
stone panels. Therefore, a second line of
defense is necessary to collect and let the
water out of the cavity behind the stone
panel, and ventilate the cavity to keep the
stone and the back-up masonry dry. Properly
designed weep holes, weep slots, and
flashing serve this purpose. Flashing is a
flexible material installed at one end,
higher up against the structure, and turned
at the other end, into the stone joint.
Waterproof, rubberized fabric, polyethylene,
or soft neoprene sheets, or soft thin-gauge
stainless steel flashings are the most
widely used.
An experienced,
qualified person, with a thorough
understanding of the cladding system,
including the windows, is needed to design
the flashing and the components of the
secondary water defense. Leaving it only to
the person installing the flashing is NOT
recommended. Prefabricated systems, such as
stone on trusses, or stone on unitized
curtainwall panels require a galvanized
sheet metal water defense designed behind
the stone slabs, including gutters and
weep-tubes to collect and discharge water
from the cavity
(see Fig. 13).
BACK TOP TOP
14. QUARRYING AND FABRICATION
14.1 For large projects it is prudent for
members of the design team to visit the
quarry and the manufacturing plant to check
on the availability of the stone required.
To obtain a more uniform and aesthetic
appearance, as well as more uniform
strength, all blocks should be quarried to
dimensions which will allow uniform slabbing
in relation to the bedding plane of the
rock. Most stones have higher flexural
strength if slabbed parallel with the bed.
Sedimentary rocks, such as limestone and
sandstone, should always be slabbed parallel
with the bed.
14.2 Fabrication shall
be in strict accordance with specifications
and approved shop drawings. Tolerances
described in the specifications must be
followed. Shop inspection of fabricating is
strongly recommended to protect all parties
from possible later disputes about color
ranges, marking, structural defects, or
improper thickness. Anchor holes, cut outs
for other trades, and lifting holes shall be
provided in the shop and NOT on the job
site.
For large projects a mock-up
sample wall should be erected in the
fabrication plant as a guide to control the
uniformity of the stone color and texture.
If this is not done, stone slabs with
improper coloration or texture may be cut to
final dimensions and shipped to the job site
where they may be installed. At this point,
the removal of rejected pieces and
re-installation can be very costly.
To prevent the installation of slabs with
improper quality, coloration, or texture a
mock-up sample wall, or floor, should be
erected at the jobsite, for the approval of
the Architect. Once the quality and the
appearance of the stone and its method of
installation is approved, it is critical
that proper supervision be maintained to
insure against sub-standard installation, or
against the use of stone slabs beyond the
approved range of color, texture, and
quality of the mockup.
For
controlling the consistent quality of the
stone, it is prudent to apply specially
designed shop tests for a certain percentage
of the slabs to be used on the project. Such
shop testing is usually done by applying
uniformly loaded weight on the slabs, or by
using a small test chamber for applying
static pressure. (see paragraph 7 - Chamber
Tests).
14.3 For composite panels,
such as precast concrete faced with natural
stone, or stone slabs pre-assembled on steel
frames or trusses, inspection of the
assembly is recommended to insure the
specifications and design details are
followed. In many cases the anchors, shelf
angles, reinforcing steel, insulation,
slip-sheet and other components are not
exposed to view. The consequences of
improper assembly may only become evident
years after the panel erection.
Special care shall be taken in handling and
storing composite panels to prevent bowing,
chipping freeze-thaw, and other damage.
Table 14.4
BACK TOP TOP
15. HANDLING, STORING AND TRANSPORTATION
15.1 Special care is needed in handling
and storing stone slabs to prevent bowing,
cracking, chipping, and staining. Supports
shall be designed to avoid over-stressing or
cracking of stone panels during storage and
transportation. Stress concentration due to
improper handling may interconnect micro or
macro fractures of geological origin which
may be present in the stone slabs. Moisture
and thermal cycles may cause later distress
and failure of such panels on the building
facade.
Stone slabs should be
properly palletized or crated on edge for
safe transportation and for economic
unloading and distribution.
Non-containerized crates should be marked
"fragile" and packed and handled with
increased care due to the higher breakage
hazard.
Pallets, crates, or
pre-assembled panelized stones on trucks or
in containers shall be carefully secured to
prevent them from shifting. Pre-assembled
panels for storing and shipping shall be
designed so that the frame supports the
stone and no load is transmitted through the
connections to the stone slabs.
Unless stone slabs or pre-assembled panels
are erected directly from the truck or
trailer, ample room will be needed at the
job site to distribute them reasonably close
to where they will be installed. They should
be distributed so their identification
numbers are visible. Double handling, moving
stone at the jobsite, will greatly increase
the possibility of breakage or chipping.
Unloading of trucks or containers at the
job site should also be done carefully. If a
"cherry picker" or a mobile crane is used
for unloading, a permit is usually required.
Forklifts or monorails are also often used
to unload trucks or container shipments.
The method of storing stone on
structural floors should also be carefully
planned. Unpolished slabs, in particular,
should be protected from staining. The
storage areas should be adequate,
accessible, and the moving of materials of
other trades should be limited. Pre-loading
floors should be in accordance with
requirements set forth by the engineer of
record.
When stone slabs are stacked,
they should be separated with two
non-staining skids placed approximately
one-quarter of the way from each end of the
slab. Skids should be placed directly above
one another to prevent cracking or breakage.
Fig. 15.1 Storing Slabs
15.2 Pre-assembly of stone on steel
frames, curtainwall components or precast
concrete is done in a shop under controlled
conditions. If possible, pre-assembled
panels should be shipped in a position
similar to the one in which they will be
installed. For supporting seats, the use of
special hard rubber pads is recommended. It
is prudent to protect the stone from
possible staining during transportation.
15.3 All cladding stone above the first
course shall have lifting holes. Type and
location of lifting holes shall be carefully
designed for safety and clearly defined on
the shop drawings or shop diagrams. Cutting
lifting holes on the job site should be
avoided. All stones shall have
identification numbers for erection purposes
and shall be shipped and stored in the
sequence of erection.
16. SURVEY, LAYOUT, AND FIELD MEASUREMENTS.
16.1 If location of walls, door bucks,
window frames, etc. cannot be guaranteed,
the job for the interior stone installation
shall be field measured, or certain critical
slabs shall be shipped over-sized for field
cutting.
Exterior stone shall be
prefabricated in compliance with approved
shop drawings.
Perimeter offset lines,
column center lines, benchmarks, and other
necessary survey marks shall be provided to
the stone contractor for the stone layout on
each floor. Where possible, cuts or nails
shall be provided in the concrete floor
rather than paint or crayon marks.
BACK TOP TOP
17. SUPERVISION
17.1 All critical phases of the
installation procedure shall be performed by
qualified mechanics under the supervision of
a registered architect, engineer, or
consultant, who understands the anticipated
mechanical and thermal movements of the
supporting structure, the function of the
gravity and lateral anchors, and who knows
the physical properties of the stone being
used. Supervisor shall be able to recognize
field conditions which deviate from the
specifications and/or shop drawings, and
shall make substitutions to meet field
conditions or, if necessary, stop
installation until acceptable measures or
changes may be taken.
Close coordination
is needed between the General Contractor,
the Stone Cladding Subcontractor, Architect,
Engineer, Stone Consultant, and Field
supervision personnel to make certain that
all components (inserts, gravity, and
lateral anchors) are located and installed
as designed, within allowable tolerances and
that the type and number of anchors used for
stone cladding is in strict accodance with
the specifications and approved shop
drawings.
18. PROTECTION, CLEANING, AND MAINTENANCE
18.1 Stone cladding contractor shall
protect stone slabs during storage and
installation, including protection of
exposed surfaces from scaffold tie backs,
hanging scaffold rollers, and possible
damage from erection tools and equipment.
General Contractor shall protect all stone
set in place from possible damage from other
trades.
It is recommended that all
exposed stone paving surfaces and facing
surfaces (minimum 8 feet high above ground
level) be protected with Homosote, or
non-staining plywood.
18.2 Removal of
excess mortar, dust and dirt from the
exterior stone shall begin at the top, and
be worked down. Stone cladding shall be
thoroughly washed down using clean water and
fiber brushes. Stonework with accumulated
dirt or substantial damage from industrial
air pollution may be cleaned by an approved
cleaning process employing properly
pressurized steam and water.
For
removal of particular oil or grease stains,
organic stains, rust, or other miscellaneous
stains, seek the advice of a qualified
experienced stone restoration firm. It is
recommended that all exterior exposed
natural building stone surfaces be washed
down once every five years. It is
recommended that you contact Building Stone
Institute (BSI) for names of qualified firms
experienced in cleaning exterior stone.
During washdown, pointed or caulked joints
which may be damaged shall be raked and
repainted or recaulked.
18.3 Cleaning
and maintenance of marble and limestone
require different preparation than granite.
To prevent injury to marble or limestone,
avoid the use of solutions containing salts.
Generally clean water is all that is needed.
However, from time to time, when such
treatment does not leave a clean and fresh
looking surface, a mild detergent and
rinsing may be used.
18.4 A periodic
inspection and maintenance program can
prevent expensive renovation work or
potential removal and replacement of stone
slabs.
The findings of every
inspection should be recorded so that any
progress in deterioration can be measured
and evaluated. Particular attention should
be given to stone joints, lips between stone
panels, cracks or spalls.
BACK TOP TOP
19. STONE REPAIR
19.1 In the stone industry it is
understood that in the process of
fabricating, shipping, and erection stone
panel damage and/or breakage may occur. It
is an accepted practice to repair damaged
stone within certain limitations.
In
addition, cracks and/or breakage sometimes
develop - or may be discovered - after the
stone has been installed. It is the accepted
practice to repair such stones under the
supervision of an experienced and
responsible stone expert. Such repair work
should be done by qualified mechanics who
have been instructed in the proper
procedure, usage of specified materials, and
recommended methods.
19.2 What cannot
be repaired. Any stone that has a crack,
chips or break that compromises or in any
way affects the structural integrity or the
structural anchorage of the unit to the
backup is NOT to be repaired - but is to be
replaced.
19.3 What can be repaired.
Damaged stone that is determined to be
repairable by an expert may be repaired by
one of the following methods:
Patching: for breaks less than 3/4" in
depth.
Filling & Patching: For breaks
larger than 3/4" in depth.
Bonding:
Adhesion of stone to stone.
19.4
Patching This is a process where chipped or
broken out areas of stone are repaired by
patching the void with an epoxy mortar mix.
This method is used where the broken off
pieces of stone are either not available
and/or the size of the chipped area is under
3/4" in depth (see SK #1).
SK#1
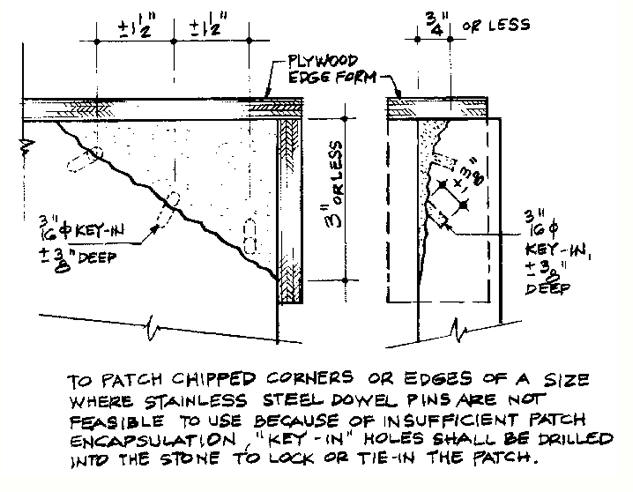
The subject area is to be examined to
determine if the size of the break warrants,
or can accommodate, "tie-in" dowel pins (see
SK #1& SK #2).
SK#2
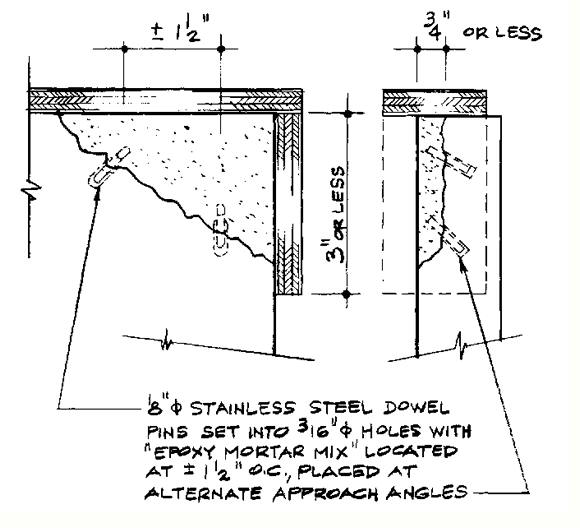
a) If the condition to be patched is of
a size where steel dowel pins cannot be
properly encapsulated with the patch mix,
provide an alternative "tie-in" by drilling
several 3/16" diameter "key-in" holes, using
diamond bits, at alternate approach angles
(plus or minus 1-1/2" o.c. plus-or-minus
3/8" deep). This will provide a mechanical
tie-in that is in addition to the adhesion
obtained by mortar mix (see SK #1).
b) At conditions where the size of the patch
can properly encapsulate steel dowel pins,
prepare the area by drilling 3/16" diameter
holes, using diamond core bits, at
alternating approach angles (see SK #2).
Fill the holes with epoxy mortar mix and
insert 1/8" diameter stainless steel dowel
pins, allowing the dowel pins to project out
into the area to be filled.
c) If a
limited break occurs on the exterior portion
of a continuous kerf, dowel pins are to be
used (see SK #3).
Note: Only exterior
portions of continuous kerfs may be
repaired.
SK#3
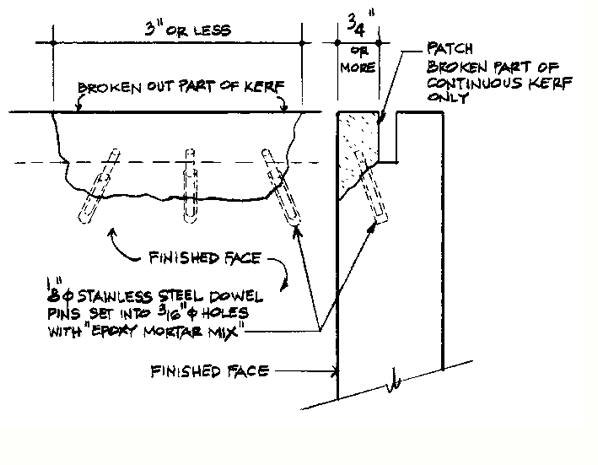
d) Place and secure edge plywood framing
as, and if, required (see SK #1 & SK #2).
e) The area to be patched is to be
clean, free of dust and dry. The subject
area should be kept free from exposure to
moisture for a minimum of 24 hours prior to
the repair operation. As an added
precaution, the subject area may be further
dried by the use of a hot air blow dryer for
a minimum of 5 minutes just prior to
proceeding with the patching.
f)
Prepare an "epoxy mortar mix" consisting of
an approved bonding agent, and ground stone
particles, to a
non-sag-consistency;
fully fill "key-in" holes and then fill in
the balance of the chipped or broken area.
Texture the surface of this patch to
resemble the adjacent finish. Once the epoxy
has fully set, rough up or hone the surface
to match the flamed or honed finish to
produce a matching texture.
When
repairing polished surfaces, use a
wrinkle-free polyethylene sheet to obtain a
smooth shiny finish, or hand polish if
necessary.
19.5 Filling and patching
Where the chipped or broken out area is
larger than 3/4" in depth and the broken off
piece of stone is not available, the area
must be prepared by filling in or building
up the void area with a material especially
manufactured and formulated for this
particular application. Then, the final
surface area is to be patched and dressed
using an "epoxy mortar mix" as previously
described.
a) Prepare the area to be
filled by providing a mechanical tie-in by
installing 1/8" diameter bent dowel pins at
alternating approach angles in the base
stone (see SK #5).
SK#5
b) Place and secure edge plywood framing
as required.
c) Clean and dry the
area.
d) Prepare a "fill mixture" of
an approved bonding agent (without any
aggregate) and fill the void area completely
except the top, plus-or-minus 1/2". Allow
some of the dowel pins to penetrate out into
this 1/2" area.
e) Allow the "fill
mix" to cure for a minimum of 24-hours. Then
patch the remaining area using an approved
bonding agent
(see SK #5).
19.6
Bonding.
Bonding is used when an actual
piece of the broken stone is available to be
reattached and bonded back into place.
a) The broken off piece of stone is to
be placed, and temporarily held, in proper
position on the unit, and several 3/16"
diameter holes are to be drilled through the
broken off piece directly into the main base
piece. The holes should be located in the
"meaty" portion of the broken off stone. The
depth penetration of these holes into the
base piece is to be plus-or-minus 3/4" (see
SK #6).
SK#6
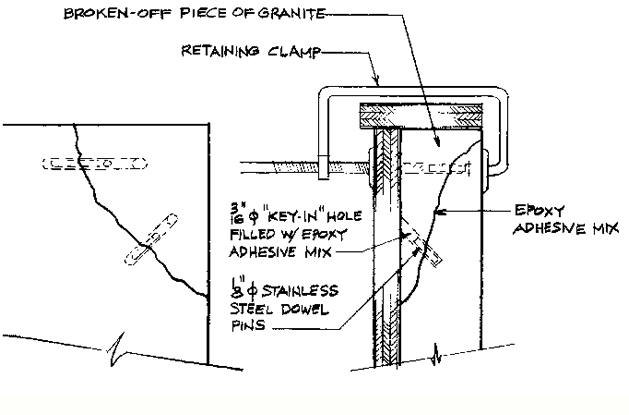
b) After drilling the holes, both pieces
of stone are to be cleaned and thoroughly
dried using a hot air blow dryer.
c)
Prepare an "adhesive mix" of an approved
bonding agent without any aggregate. Fill
all the pre-drilled "key-in" holes with the
adhesive mix, as well as both surfaces of
the stone that will come in contact with one
another. Press fit the pieces to be bonded
together and insert stainless steel dowel
pins so that the pin engagement is
approximately 50% in each of the two pieces
of stone. The exposed access holes are to be
patched using an approved epoxy mortar mix
with the appropriate colored granulated
aggregate to match the adjacent area. Clean
off any excess overflow and attach retaining
clamps if necessary.
d) Broken
non-continuous kerf (single anchor kerf)
shall NOT be repaired. The stone should be
replaced. Continuous kerf (full length
anchor kerf) broken at the outside portion
can be repaired only if the broken part can
be properly re-attached with the use of
stainless steel dowel pins. Such kerf repair
shall be analyzed and substantiated with
signed and sealed calculations by a licensed
professional engineer.
19.7
Stitching. When a cracked or broken
stone is discovered on a building - after
installation - it can be repaired by
"stitching" if it is determined to be
repairable by an expert (see SK #7). To
stitch a hairline crack in a vertically
installed stone facing, provide a kerf cut
in the exposed face of the stone, to a depth
half of the stone thickness, using a diamond
blade tool. The cut should be in the
direction perpendicular to the hairline
crack to receive a 1/8" diameter, 2" long
stainless steel dowel.
SK#7
Install the dowel in knife-grade epoxy
mixed with stone powder which will color the
epoxy as close as possible to the original
color of the stone.
A minimum of one
stainless steel dowel is recommended for
every 6" length of hairline crack in the
stone.
If the crack is 1mm thick or more,
then in addition to the stainless steel
dowel stitching of the slab, provide a "V"
grove 1/4" deep along the crack, and fill it
with epoxy mixed with stone powder.
19.8 Pinning.
In addition to, or in
place of, "stitching," cracked, broken or
loose stone can be pinned, if determined to
be repairable by an expert (see SK #8).
SK#8
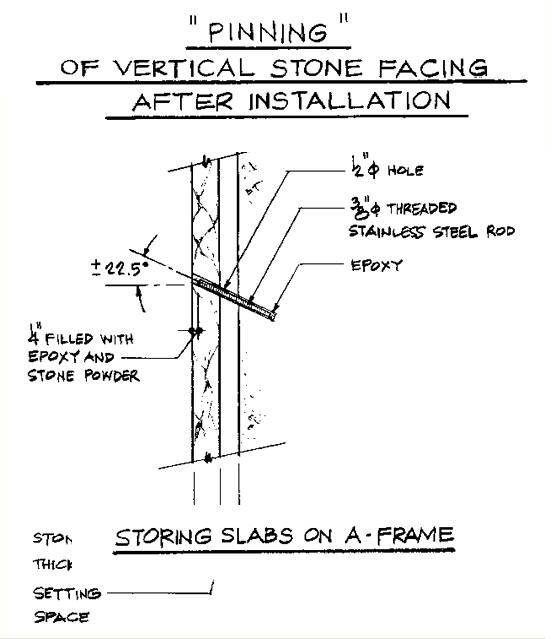
To pin a vertically installed stone
facing, drill a half inch diameter hole
sloping down approximately 22°, through the
stone and its setting space into the
concrete backup structure.
Clean the
hole with air and inject low consistency
epoxy in the hole in the stone.
Dip
pre-cut stainless steel rod in epoxy and
place it in the hole of the concrete and the
stone approximately 1/4" short of the
finished face of the stone.
Fill the
last 1/4" with epoxy and stone powder.
19.9 Materials and tools.
a)
Patching: Use an "epoxy mortar mix"
consisting of an approved bonding agent with
fine to medium grade aggregate consisting of
ground particles of the actual project stone
for the purpose of obtaining and matching
the original project stone.
b)
Filling and Patching: "Fill mix" to be an
approved bonding agent with no aggregate
added.
c) Bonding: Adhesive mix is
to be made of an approved bonding agent.
d) Stone Aggregate: Pre-packaged, dry,
stone aggregate of the project stone, of a
color to produce a mortar mix that matches
the project stone.
e) Factory
pre-packaged proportional units of an
approved bonding agent with the appropriate
mixing containers.
f) Stainless
Steel Type 302 or 304 solid dowel pins or
threaded rods of various lengths - straight
or bent.
g) Other Equipment: Diamond
drill bits, hot air dryer, clamps, spatulas,
polyethylene, tapes.